Механизм образования временных и остаточных деформаций и напряжений
Если осуществлять равномерный нагрев материала, то его свободное расширение будет происходить без возникновения напряжений. При неравномерном нагреве тела связи между нагретыми и ненагретыми участками препятствуют свободному расширению тела. Вследствие этого в нем возникают собственные температурные напряжения, действующие при отсутствии внешних сил.
Температурные напряжения, возникающие и действующие в процессе тепловой обработки, принято называть временными. Таким образом, при лазерной обработке на стадиях нагрева, выравнивания температур и охлаждения имеют место временные напряжения.
Наряду с температурными деформациями и напряжениями в теле также могут возникать деформации и напряжения, обусловленные фазовыми или структурными превращениями, происходящими с увеличением или уменьшением объема.
Неравномерный нагрев и изменение объема тела вследствие температурного расширения, а также фазовых или структурных превращений приводят к возникновению упругих и пластических деформаций. Пластические деформации в теле после его полного охлаждения являются причиной действия собственных напряжений, называемых остаточными.
Рассмотрим механизм образования временных и остаточных напряжений при нагреве кромки пластины движущимся источником теплоты. В длинной пластине при перемещении источника создается установившееся температурное поле, характеризуемое по линии перемещения (ось х) участком нагрева, находящимся впереди источника, максимальной температурой нагрева в точке расположения источника (точка 0) и участком охлаждения позади источника (рис. 3.1).
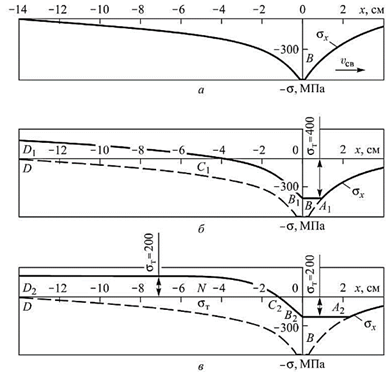
Вследствие этого в пластине возникают временные температурные напряжения  , действующие в продольном направлении, совпадающие с осью х. Распределение напряжений
, действующие в продольном направлении, совпадающие с осью х. Распределение напряжений  в крайнем волокне пластины, т. е. по оси х, показано на рис. 3.1, а. Напряжения ах, действующие на стадиях нагрева и охлаждения, являются сжимающими. Если условно принять предел текучести металла
в крайнем волокне пластины, т. е. по оси х, показано на рис. 3.1, а. Напряжения ах, действующие на стадиях нагрева и охлаждения, являются сжимающими. Если условно принять предел текучести металла  бесконечно большим, то это означает, что максимальные значения напряжений не будут достигать уровня и, следовательно, процесс деформирования будет осуществляться в упругой области без образования пластических деформаций. В этом случае после полного охлаждения напряжения окажутся равными нулю.
бесконечно большим, то это означает, что максимальные значения напряжений не будут достигать уровня и, следовательно, процесс деформирования будет осуществляться в упругой области без образования пластических деформаций. В этом случае после полного охлаждения напряжения окажутся равными нулю.
Предположим, что  и в процессе нагрева пластины они не изменяются. В этом случае напряжения
и в процессе нагрева пластины они не изменяются. В этом случае напряжения  на стадии нагрева достигают предела текучести в точке А1 (рис. 3.1, б). На участке А1В1 происходит пластическая деформация укорочения. Если не учитывать упрочнение металла, то
на стадии нагрева достигают предела текучести в точке А1 (рис. 3.1, б). На участке А1В1 происходит пластическая деформация укорочения. Если не учитывать упрочнение металла, то  Начиная с точки В1, сжимающие напряжения уменьшаются по кривой B1C1D1, которая эквидистантна кривой BD. В точке С1 напряжения
Начиная с точки В1, сжимающие напряжения уменьшаются по кривой B1C1D1, которая эквидистантна кривой BD. В точке С1 напряжения  равны нулю, далее они переходят в растягивающие. В результате этого после полного остывания (точка D1) будут действовать остаточные растягивающие напряжения
равны нулю, далее они переходят в растягивающие. В результате этого после полного остывания (точка D1) будут действовать остаточные растягивающие напряжения  которые при этом не достигают предела текучести металла.
которые при этом не достигают предела текучести металла.
Рассмотрим этот же случай в предположении о том, что предел текучести имеет меньшее значение, например  (рис. 3.1, в).
(рис. 3.1, в).
Напряжения сжатия  на стадии нагрева достигают в точке А2 предела текучести, и на участке А2В2 будет происходить пластическая деформация укорочения. На стадии охлаждения напряжения сжатия уменьшаются, в точке С2 они становятся равны нулю и далее переходят в растягивающие. В точке N растягивающие напряжения достигают предела текучести, и на участке ND2 могут возникнуть пластические деформации удлинения. После полного остывания пластины (точка D2) имеют место остаточные собственные напряжения, равные пределу текучести металла. Рассмотренные схемы образования деформаций и напряжений соответствуют различным случаям теплового воздействия на металлы. Если температура нагрева в процессе обработки незначительна, то предел текучести металла остается без изменений и возникающие напряжения не достигают предела текучести. Практически деформирование осуществляется в упругой области. Это соответствует случаям нагрева в процессе обработки до максимальных температур
на стадии нагрева достигают в точке А2 предела текучести, и на участке А2В2 будет происходить пластическая деформация укорочения. На стадии охлаждения напряжения сжатия уменьшаются, в точке С2 они становятся равны нулю и далее переходят в растягивающие. В точке N растягивающие напряжения достигают предела текучести, и на участке ND2 могут возникнуть пластические деформации удлинения. После полного остывания пластины (точка D2) имеют место остаточные собственные напряжения, равные пределу текучести металла. Рассмотренные схемы образования деформаций и напряжений соответствуют различным случаям теплового воздействия на металлы. Если температура нагрева в процессе обработки незначительна, то предел текучести металла остается без изменений и возникающие напряжения не достигают предела текучести. Практически деформирование осуществляется в упругой области. Это соответствует случаям нагрева в процессе обработки до максимальных температур 
Реальные технологические процессы лазерной обработки проводятся при существенно более высоких температурах, и, следовательно, возникновение деформаций и напряжений происходит в условиях упругопластического деформирования.
Собственные напряжения (временные и остаточные) независимо от характера распределения в теле всегда уравновешены. В зависимости от объема взаимного уравновешивания напряжения подразделяют на напряжения первого рода, уравновешенные в макрообъемах; напряжения второго рода, уравновешенные в объемах одного или нескольких зерен; напряжения третьего рода, уравновешенные в микрообъемах, соизмеримых с размером кристаллической решетки.
Изменение формы и размеров конструкции обусловлено действием напряжений первого рода, тогда как напряжения второго и третьего рода имеют определающее значение при анализе условий возникновения разрушения в процессе обработки.
Собственные напряжения в зависимости от направления действия подразделяют на одноосные, или линейные, действующие в теле лишь в одном направлении; двухосные, или плоскостные, действующие в плоскости; трехосные, или объемные, действующие по всем направлениям в пространстве.
В зависимости от формы и размеров обрабатываемых лазерным излучением элементов, а также характера действующего излучения могут возникать одно-, двух- или трехосные напряжения. При лазерной наплавке валика на кромку пластины, лазерной сварке или резке длинных узких полос, а также лазерной термообработке кромок элементов напряженное состояние можно считать одноосным. В случае лазерной однопроходной сварки и резки элементов небольшой толщины, наплавки и термообработки поверхностей возникает двухосное напряженное состояние. И наконец, при лазерной сварке и резке элементов большой толщины имеет место трехосное напряженное состояние, являющееся наиболее сложным для расчетного и экспериментального определения.
Компоненты напряжений обозначают в соответствии с расположением осей координат. Общепринятая схема, когда продольная ось х совпадает с направлением лазерной обработки, показана на рис. 3.2.
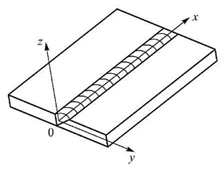
Рис. 3.2. Общепринятая схема расположения осей координат
Соответственно напряжения, действующие в направлении лазерной обработки, называют продольными и обозначают  Напряжения, действующие в плоскости
Напряжения, действующие в плоскости  перпендикулярно направлению обработки, называют поперечными и обозначают су. Напряжения, действующие в направлении, перпендикулярном плоскости обработки
перпендикулярно направлению обработки, называют поперечными и обозначают су. Напряжения, действующие в направлении, перпендикулярном плоскости обработки  , называют напряжениями по толщине элементов и обозначают
, называют напряжениями по толщине элементов и обозначают  . Наряду с нормальными компонентами напряжений могут действовать соответствующие касательные напряжения
. Наряду с нормальными компонентами напряжений могут действовать соответствующие касательные напряжения 
Деформации, возникающие при лазерной обработке, обозначают аналогично напряжениям. Различают нормальные  и сдвиговые
и сдвиговые  компоненты деформации. Деформации определяют изменение линейных и угловых размеров тела и характеризуют состояние его отдельных участков.
компоненты деформации. Деформации определяют изменение линейных и угловых размеров тела и характеризуют состояние его отдельных участков.
Дата добавления: 2022-01-31; просмотров: 899;