Технология изготовления подков и других конных приборов
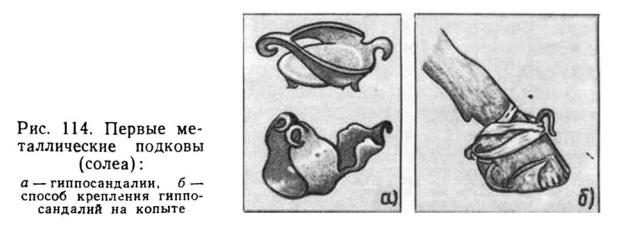
Первые металлические подковы появились уже в I в., но это были еще не подковы, а скорее башмаки-«солеа», которые привязывались к копыту лошади ремнями (рис. 114).
На Руси еще в начале XI в. большинство лошадей начали ковать «на зиму», так как им приходилось работать на дорогах с ледяным покровом. Зимние подковы имели острые шипы, изготовленные как единое целое с подковой. Ковка лошадей всегда требовала большого умения от кузнеца.
Киевские дружинники и древнерусские всадники летом не ковали лошадей, но зимой к копытам лошадей прикрепляли специальные ледоходные шипы. На рельефе Дмитриевского собора (г. Владимир) легендарный конь князя Олега изображен подкованным.
Подкова — это железный профиль, загнутый по форме копыта лошади (рис. 115).

Верхняя сторона подковы, обращенная к копыту лошади, имеет отворот и бухтовку, нижняя, соприкасающаяся с землей, — шипы: передний (зацепной) и два задних (шпоровых); бороздку для головок гвоздей и гвоздевые отверстия.
Подковы разделяются на подковы рабочих, кавалерийских и спортивных лошадей. Подковы рабочих и кавалерийских лошадей изготовляют как свободной ручной ковкой, так и штамповкой на прессах или молотах, а подковы спортивных лошадей только ручной ковкой индивидуально по специальным меркам на каждую ногу. При этом подковы спортивных лошадей разделяются на подковы для скаковых лошадей, лошадей — троеборцев или двоеборцев и для рысистых лошадей. Форма подковы или размер задается тремя размерами на специальной палочке (рис. 116): наибольшая длина определяет расстояние от передней части подковы до конца ветви (ПЗ); второй — дает наибольшую ширину подковы (МШ) и третий (ПП) — определяет расстояние между ветвями у пятки.
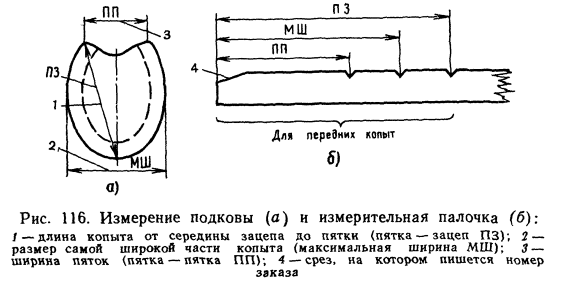
Аналогично даются размеры (на той же палочке) и для задних подков.
Подкову для скаковых лошадей в настоящее время делают без шипов. Вначале проводят гибку одной ветви, затем с нижней стороны подковы делают дорожку глубиной 4—5 мм и в ней пробивают прямоугольные отверстия (специально заправленным бородком) для гвоздей— ухналей. Затем оформляют аналогично другую ветвь. Для зимних подков в зацепной части делают (путем приварки) невысокий шип.
Подковы для лошадей-троеборцев (или двоеборцев) имеют только два задних шипа. Переднего шипа не делают, чтобы он не мешал при преодолении препятствий и не травмировал лошадь и всадника в случаях падения. Необходимо отметить, что на внутренней ветви скругляют («забивают») острые углы, чтобы лошадь не ранила себе ноги.
Самые сложные в изготовлении подковы для рысистых лошадей. Они подразделяются на летние и зимние. Летние или, как их еще называют, «гастрольные» подковы имеют с нижней стороны дорожку и гвоздевые отверстия, а с верхней — передний отворот, который способствует более плотному прилеганию подковы к копыту лошади.
Число гвоздевых отверстий определяют в зависимости от размера копыт: для небольших подков — 3—4 отверстия на каждой ветви, а для крупных до 6—8 отверстий.
Зимние подковы для рысистых лошадей ковать намного сложнее, так как они имеют шипы — один лобовой и два шпоровых, резьбовые отверстия для сменных шипов, а на задних подковах еще и дополнительные ответвления с острыми шипами — «ковыли» — против скольжения на зимних беговых дорожках. До недавнего времени зимние подковы делались с острыми зубьями по всему периметру подковы и назывались «пилой» или «полупилой».
Рассмотрим технологию изготовления подков для рысистых лошадей.
Передняя подкова.Берут нагретую заготовку квадратного сечения (12x12 мм) и от середины оттягивают при помощи разгонки одну ветвь (рис. 117).
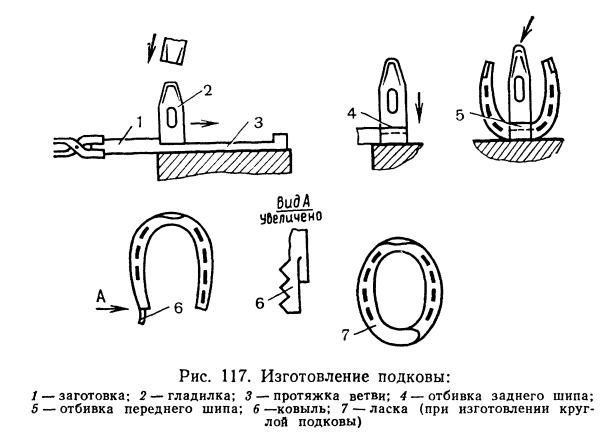
Отбивают гладилкой задний (шпоровый) шип и всю ветвь загибают. Затем в ней пробивают гвоздевые отверстия и намечают отверстия для сменных шипов. После второго нагрева оттягивают вторую ветвь, отбивают задний шип и отгибают ветвь. Затем пробивают гвоздевые отверстия и намечают отверстия под сверление.
Подкову проверяют по размерам (если ветви длиннее, чем положено, то концы обрубают), гвоздевые отверстия калибруют специальной шпилькой, отбивают гладилкой лобовой шип, а ручником оттягивают отворот и забивают (притупляют) острые кромки. Последнюю операцию — сверление отверстий проводят на станке, а затем нарезают резьбу. Обычно на внутренней ветви делают одно отверстие, а на наружной — два резьбовых отверстия.
Задняя подкова. Одну ветвь делают с «ковылем» и поэтому ее оттягивают несколько большей длины. Кроме этого, в задней подкове делают четыре резбовых отверстия для сменных шипов.
Подковы крупных рысистых лошадей иногда делают с задними дужками или круглыми. Для этого после отбивки шпорового шипа оттягивают так называемую ласку, нагревают (под слоем флюса) до сварочной температуры и сваривают кузнечной сваркой. Круглыми подковами укрепляют больные и ослабленные копыта, что создает лучшие условия для их лечения.
Ковка подков для сельских лошадей несколько проще, чем для спортивных. Берут полосовой материал сечением 12x22 — для верховых лошадей, 12x26 — для упряжных и 14X29 мм — для тяжеловозов. Сгибают одну ветвь, пробивают дорожку и отверстия для гвоздей (рис. 118).
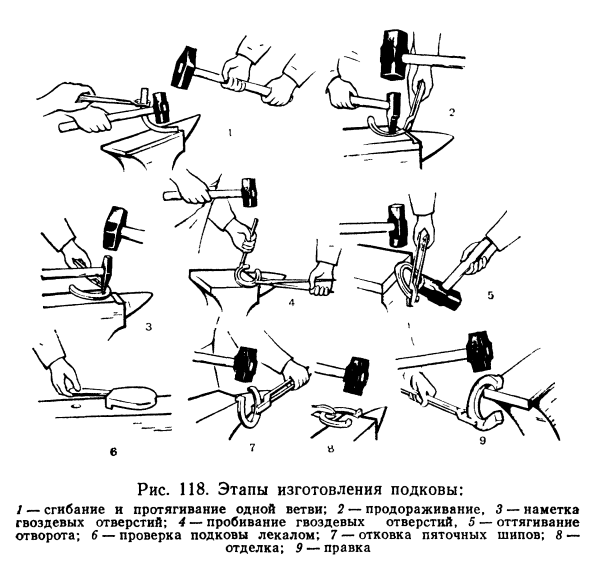
Затем после второго нагрева сгибают вторую ветвь, пробивают дорожку и отверстия. После этого отгибают задние шипы и оттягивают отворот, а затем пробивают отверстие под передний шип, который отковывают отдельно. Затем шип нагревают, штифтом вставляют в переднее отверстие подковы и расклепывают.
Летние подковы имеют тупые шипы, а зимние — заостренные. Высота шипов обычно равняется толщине подковы.
Если заготовка довольно толстая, то можно отковать подкову и без вставки переднего шипа. Для этого после нагрева делают в середине заготовки подсечку на ребре наковальни и оттягивают одну ветвь, изгибают ее по форме и отгибают задний шип. Затем делают бороздку и пробивают гвоздевые отверстия. Для изготовления второй ветви операции повторяют. Когда подкова примет заданную форму, начинают оформлять передний шип.
Зубилом делают подрубку и на кромке наковальни оттягивают передний шип, подкова готова.
Кавалерийские подковы обычно имеют сменные резьбовые шипы. При этом подковы для упряжных лошадей имеют три вставных шипа (иногда два шипа в зацепной части), а верховые — только два задних шипа.
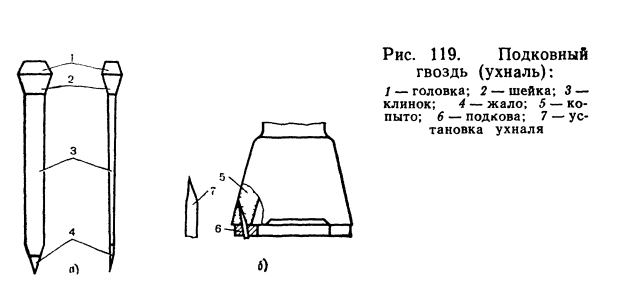
Большое значение при креплении подков имеет качество подковных гвоздей — ухналей. Гвоздь состоит из головки, шейки и клинка с жалом (рис. 119, а).
Подковные гвозди изготовляют из низкоуглеродистых сталей (Ст0, Ст1). После нагрева конца заготовки оттягивают шейку и клинок гвоздя, оформляют головку и делают надсечку. Затем гвоздь вставляют в гвоздильню и оформляют головку и боковые грани. Ковка гвоздя должна выполняться с одного нагрева, а готовый гвоздь должен быть еще красным, тогда он будет иметь равномерную твердость и не будет ломаться при ковке.
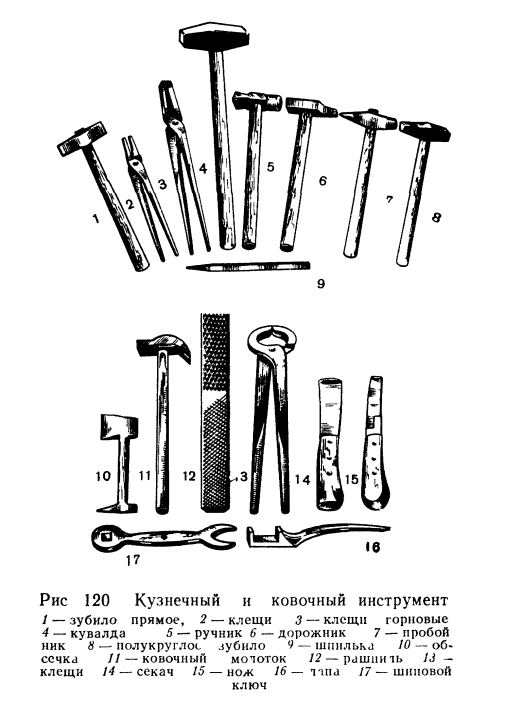
Подковывание осуществляется обычно в станке и состоит из следующих операций: обкусывания и обрезки старой роговицы и зачистки копыта; подгонки подковы и ее прибивания. Гвозди забивают в белую линию копыта, и устанавливают их так, чтобы жало выводило конец гвоздя наружу копыта (рис. 119, б), после чего конец гвоздя подтягивают кусачками, откусывают и загибают по поверхности копыта. Инструмент кузнеца-коваля показан на рис. 120.
Среди «приборов» для лошадей, изготовляемых ковкой — удила, стремена и шпоры.
Ковку удил начинают с ковки правой и левой частей грызла (рис. 121).

После нагрева круглого прутка расплющивают его концы, пробивают в них отверстия и всю заготовку забивают для устранения острых граней.
Следует иметь в виду, что на одной из частей грызла обрабатывают только одно отверстие, вместо второго — оттягивают тонкий конец и загибают в кольцо (после предварительного соединения частей грызла) в плоскости перпендикулярной плоскости первого кольца. Затем изготовляют два одинаковых кольца, вставляют заклепки в концевые отверстия грызл и заваривают кузнечной сваркой. Окончательная операция — обработка удил напильником, шлифование и полирование.
Ковку стремени обычно ведут из заготовки круглого или квадратного сечения Концы заготовки расплющивают, а затем сваривают между собой, образуя широкую подножку, после этого обрабатывают боковые ветви и пробивают прямоугольное отверстие — «ушко» — для путлища в верхней части стремени (рис. 122).

Дата добавления: 2022-01-31; просмотров: 1412;