Декоративная отделка. Гравирование
К декоративной отделке изделий следует отнести и нанесение рисунков и орнаментов при помощи специальных инструментов.
Гравирование — нанесение на подготовленную поверхность изделия рисунка или рельефа при помощи резцов (штихилей). Существует несколько способов гравирования: плоскостное (двухмерное), гравирование под «чернь» и обронное (трехмерное).
Гравирование разделяется на ручное стальными гравировальными штихелями и ручное — электродрелью.
Наиболее древний способ гравирования — ручное (штихелями). Для нанесения различных по размеру и форме линий штихиля имеют различные сечения и размеры. Общая длина штихеля составляет 100—130 мм. Штихель вставляют в короткую деревянную ручку грибовидной формы, срезанную с нижней стороны для удобства работы.
Резцы изготовляют из высококачественных сталей У7, У8. Если необходимо изготовить твердый инструмент, то лучше всего для этого взять высокоуглеродистую или быстрорежущую сталь.
Различают следующие основные типы сечений штихелей (рис. 165).
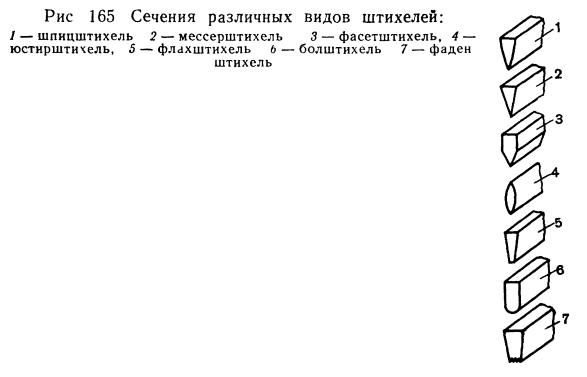
Острый резец—шпицштихель. Его боковые стороны слегка выгнуты наружу, ширина спинки 1—4 мм. Он служит для выполнения большинства граверных операций: оконтуривания рисунка, подрезки углов в шрифтовых работах.
Мессерштихель — ножевой резец. В поперечном сечении имеет форму остроугольного треугольника. Им можно наносить тонкие линии большой глубины.
Фасетштихель — фасетный резец. У него боковые стенки параллельны, а режущие поверхности встречаются под углом 100°.
Ширина спинки 1,5—3 мм. Им можно проводить линии относительно широкие и незначительной глубины.
Юстирштихель — котировочный резец.
Его выгнутые боковые стороны на поперечном сечении образуют острый овал.
Флахштихель — плоский резец. Спинка и полотно этого резца параллельны; в зависимости от положения боковых сторон спинка может быть шире или уже полотна. Ширина полотна 0,2—5 мм. Они используются не только для нанесения широких и плоских линий, но и для выравнивания плоскостей.
Болштихель — полукруглый резец. Полотно может быть уже или шире спинки, но оно всегда полукруглое; ширина полотна 0,1—5 мм; применяется для строгих шрифтов различной ширины, при гравировании углублений, при круглой и полукруглой выборке.
Фаденштихель — нитяной резец. Похож на плоский резец. У него на полотне устроено множество продольных желобков; его применяют для декоративных поделок и для оживления рисунков.
При работе штихель держат в правой руке, в кулаке, так, чтобы его рукоятка упиралась в ладонь, а большой и указательный пальцы поддерживали штихель в рабочем положении. При этом локоть находится на весу и опорой руки служит только большой палец, который ограничивает проскальзывание штихеля вперед. В то же время указательным пальцем регулируют силу нажима на ребро штихеля и направляют его по линиям рисунка. Штихель ведут всегда только по прямой линии справа налево, проталкивая его вперед.
При гравировании кривых линий и закруглений поворот штихеля допускается лишь в небольших пределах, а все изгибы линий в соответствии с рисунком осуществляют левой рукой, поворачивая его заготовку, закрепленную в шрабкугеле (или колодке).
Штихель должен быть хорошо и правильно заточен. Чем мягче металл, тем угол резания меньше (острее). При резании мягких материалов (дерево) угол равен 45°; для стали он достигает 60—65°. Тупым штихелем работать нельзя — он соскакивает с металла и легко может поранить левую руку, которая постоянно находится перед штихелем. Острый штихель легко режет металл и берет нормальную стружку.
Для плоскостного гравирования пригодны почти все металлы, но лучше всего поддаются гравированию латуни, томпак, пробное серебро, некоторые стали. Хорошо гравируются бронза, цинк, никелевые сплавы; хуже— чистое золото, чистое серебро, а также чистый алюминий.
Обронное гравирование — резцом создают рельеф или даже объемную фигуру. В обронном гравировании выделяют два варианта: выпуклое (позитивное) гравирование— когда рисунок, рельеф выше фона (фон углублен); углубленное (негативное) гравирование — когда рисунок или рельеф ниже фона.
Обронное гравирование — более трудоемкий процесс по сравнению с плоскостным гравированием, так как эта работа требует снятия значительно большей массы металла с заготовки. Поэтому кроме штихелей при обронной работе применяют зубильца, керны, сечки, чеканы и пуансоны.
Рабочий конец зубила отковывают и опиливают по форме того или иного штихеля. Кроме зубил и штихелей к граверному ручному инструменту относятся: керн, применяемый для разметки; сечки — плоские зубила различной ширины с заточкой на одну сторону; чеканы— стальные стержни с различными рабочими концами для выравнивания фона и набивки фактуры, и пуансоны, которые изготовляют обычно из прутков инструментальной стали толщиной 6,7 и 10 мм, с соответствующей длиной 65, 85 и 100 мм.
Процесс обронного гравирования складывается из подготовительных работ и самого гравирования. К подготовительным работам относится перевод рисунка на металл, который осуществляется следующим способом. На поверхность заготовки, покрытую белой краской, наносят тонкий слой воска (или пластилина). Затем подготовляют рисунок, выполняя его карандашом на кальке. При переводе рисунка надо учитывать, каким он должен быть на металле, — прямым или обратным (зеркальным). Зеркальный рисунок необходим при гравировании печатей, факсимиле и клише, предназначенных для получения с них оттисков. Скопированный на кальку карандашный рисунок накладывают на заготовку лицевой поверхностью вниз и притирают рукояткой штихеля. Затем осторожно отдирают кальку и на восковой поверхности остается хорошо заметный отпечаток карандашного рисунка. Затем вокруг рисунка выбирают первую стружку. Эту работу проводят так, чтобы неосторожным движением не испортить рисунок.
Следующая операция — выборка фона. При глубокой выборке или при гравировании закруглений применяют болштихель или аналогичной формы зубило. После вырубки всего поля до необходимой глубины приступают к обработке рельефа, который режут или рубят соответствующими штихелями или зубилами, а если надо применяют надфили и чеканы.
Для ускорения работы при гравировании повторяющихся элементов или при выполнении особенно мелких и сложных деталей применяют пуансоны и маточники, которые делают заранее.
При углубленном оброне на отшлифованной поверхности заготовки вычерчивают наружный контур рельефа и обводят его шпицштихелем. После этого приступают к вырубке металла внутри очерченного рисунка. Рубку осуществляют зубилами различной формы. Рубить в глубину следует очень осторожно с частыми проверками и сравнениями с оригиналом. Проверку проводят следующим образом: в предварительно увлажненную вырубленную форму втискивают кусок размягченного пластилина и полученный оттиск сравнивают с оригиналом, по которому ведут работу. Основные глубины измеряют штангенциркулем или проверяют шаблоном.
Углубленный оброн требует от гравера высокой квалификации и навыка, так как работа в основном проводится на глаз. Чем глубже выбирают металл, тем осторожнее надо работать, так как исправить чрезмерно глубокую вырубку очень трудно. Когда рельеф вырублен на необходимую глубину, рубку прекращают и приступают к его отделке штихелями, чеканами и пуансонами.
Часть металла снимают, а часть — уплотняют ударами чеканов и пуансонов. После окончательной отделки (шлифования и полирования отдельных участков) контрольный слепок должен быть тождествен модели.
Для подчистки и подрезки дна углубления рельефа применяют гнутые штихели и рифлевки.
В настоящее время при изготовлении стальных штампов и пресс-форм для облегчения работы можно применять предварительную грубую выборку металла на фрезерных станках или отливку прецизионным (точным) методом всей матрицы или пресс-формы. В последнем случае граверная работа будет сводиться только к зачистке и отделке полости штампа, что значительно ускоряет и облегчает процесс работы.
При гравировании под чернь в металле (в основном в серебре) делают углубления при помощи штихелей и зубильцев глубиной 0,3—0,5 мм, а затем проводят окончательную обработку рисунка — выравнивают линии и подрезают углы. После этого углубления заливают черным сургучом и лакокрасочным материалом, а сам металл прогревают и после остывания процесс повторяют.
Рассмотрим старые и современные рецепты черни и способы обработки изделий.
Кавказская чернь (из старых рецептов) состоит из «1 золотника серебра 84 пробы, 1/4 фунта серы, 6 золотников красной меди и 7 золотников свинца». Сплав выливают на чугунную или каменную плиту и после охлаждения толкут, промывают в воде и просушивают. Порошок готов к употреблению. При покрытии чернью необходимо приготовить тесто из порошка черни (10 % раствора буры) и заполнить этим составом углубления на изделии, затем положить его в горн для нагрева и расплавления черни. После нанесения покрытия изделие вынимают, охлаждают и полируют.
Специалисты из ГДР предлагают такой способ чернения: 1 часть серебра и 2 части меди с добавлением небольшого количества буры. Одновременно в стальном тигле расплавляют 3 части свинца, чтобы добавить его к сплаву серебро-медь. Жидкий свинец медленно выливают в серебряно-медный сплав и хорошо перемешивают. Высокий тигель наполняют до половины желтой порошкообразной серой и подогревают; на 1 часть сплава берут 1,2—1,5 части серы (по объему). Полученный тройной сплав при постоянном помешивании выливают в нагретый серный порошок. Тигель держат подогретым, чтобы смесь не застыла. Сера частично сгорает, ее нужно потом добавить в состав. Энергичным помешиванием достигают хорошего взаимодействия частей, благодаря чему серебро и медь образуют черное соединение с серой, которое выливают в воду. Полученная чернь должна быть твердой и хрупкой, как стекло. Если ее куски еще можно сгибать, то следует ее еще раз расплавить. Однако лишний нагрев или слишком длительное держание в печи может привести к выгоранию серы. Затем в горячей дистиллированной воде растворяют порошок хлористого аммония, который служит флюсом. Его добавляют к кускам черни и смесь растирают в фарфоровой ступке в необходимом количестве, так как только свежую влажную черневую хлористоаммониевую кашу можно наносить на изделие.
Современные кузнецы сначала готовят отдельно сернистое серебро, сернистую медь и сернистый свинец, а затем сплавляют их вместе.
Для приготовления сернистого серебра на 97,8 г чистого серебра в виде измельченной стружки берут 20 г серы в порошке, их смешивают и постепенно нагревают в графитовом тигле до 300—400 °С. Сера диффундирует в металл и образует сернистое серебро. Таким же приемом получают сернистую медь и сернистый свинец. Для этого на 800 г меди берут 250 г серы, а на 400 г свинца 75 г серы.
Полученные сернистые соединения измельчают и смешивают в следующих весовых отношениях: сернистого серебра 111,2 г, сернистой меди 466,6 г и сернистого свинца 422,2 г. В результате получается 1 кг черни, которую насыпают в холодный графитовый тигель, сверху засыпают сухим древесным углем и помещают в муфельную печь, нагревают до 800 °С и через 30—40 мин, когда чернь в тигле нагреется до 600—650°С, в тигель добавляют хлористый аммоний из расчета 284 г аммония на 1 кг черни. Затем тигель закрывают графитовой крышкой и после полного расплавления выливают в чугунную изложницу, нагретую до 300 °С, в которой сплав медленно остывает.
Существуют и другие рецепты приготовления черни, в которых в качестве флюса применяют хлористый аммоний, поташ с поваренной солью и буру.
Есть два приема наложения черни: сухой и мокрый. Сухой способ заключается в том, что поверхность, подлежащую чернению, смачивают водным раствором поташа, буры и поваренной соли и на нее насыпают тонко измельченный и просеянный через сито порошок черни; затем изделие осторожно просушивают. В таком виде изделие поступает в обжиг, который проводят в муфельных печах при температуре 300—400 °С.
Мокрый способ отличается тем, что чернь на изделие накладывают в виде сметанообразной кашицы, разведенной водой. При этом очень важно, чтобы углубления были чистыми, свободными от жира. Сырую тонкопорошковую смесь черни, разведенную в хлористоаммониевом растворе, кисточкой или шпателем наносят в углубления. Смесь кладут по возможности густо и слегка утрамбовывают шпателем. Углубления должны быть заполнены до краев; при тонких гравированных рисунках всю поверхность следует покрывать черневой смесью. Заготовку некоторое время подсушивают. Как только вода испарится, заготовку задвигают в печь и при расплавлении черни и заполнении всех углублений, вынимают из печи. Необходимо помнить, что при перекаливании частицы серы выгорают, слой делается пористым и появляются пятна. Маленькие объемы черни можно расплавлять паяльником. При этом необходимо сконцентрировать приток теплоты на основном металле, нагревая его с обратной стороны. Когда масса расплавится, нагрев прекращают. Если расплавленная чернь не заполнила все углубления, добавляют необходимое количество и снова нагревают.
Дата добавления: 2022-01-31; просмотров: 784;