Инструменты и приспособления кузнеца
Кузницу для работы необходимо большое число разнообразных инструментов и приспособлений.
Все кузнечные инструменты по своему назначению делятся на: опорные, ударные, подкладные, зажимные, захватывающие, мерительные и вспомогательные. К опорному инструменту относятся: основные наковальни, небольшие наковальни для мелких работ и «шпераки».
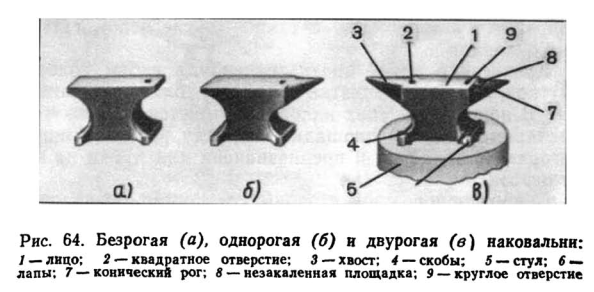
В настоящее время в СССР выпускается три вида наковален: безрогая массой 90—200 кг (рис. 64, а), однорогая массой 70—210 кг (рис. 64, б) и двурогая массой 100—270 кг (рис. 64, в).
Раньше выпускались наковальни и других типов — с различными технологическими выступами, пазами и наклонными плоскостями для выполнения специальных видов работ (рис. 65).

Современные наковальни изготовляют из стали 45Л методом литья. Наиболее удобна и универсальна в работе двурогая наковальня (см. рис. 64). Верхняя горизонтальная плоскость 1 называется «лицом» или наличником, на ней выполняются все основные кузнечные работы. Поверхность лица термообрабатывается до твердости HRC 45—50 и шлифуется. Боковые грани наковальни должны образовывать с лицевой поверхностью угол 90°, а ребро должно быть довольно острым и не иметь сколов и заминов. На ребре проводят гибку изделий, раздачу материала, а также другие вспомогательные операции.
Конический рог 4 предназначен для гибки полос и прутков, а также раскатки и сварки кольцевых заготовок. В некоторых типах наковален имеется промежуточная прямоугольная площадка 3 между рогом и лицом, которая не закалена и предназначена для рубки на ней заготовок.
С противоположной стороны от рога расположен «хвост» 8, представляющий собой консольную прямоугольную пирамиду, он предназначен для гибки и правки замкнутых прямоугольных заготовок. В районе хвоста имеется круглое отверстие 2 диаметром 15—25 мм, которое используется при пробивке отверстий. Около рога расположено квадратное отверстие размером 35x35 мм для установки подкладного инструмента (нижняков) и других приспособлений. В некоторых типах наковален делаются два круглых отверстия разных диаметров.
Снизу у наковальни — «лапы» 7, за которые она крепится специальными скобами 5 к чурбану — «стулу» 6 или металлической подставке. Для стула обычно берут массивный деревянный чурбан или пень от дуба, клена или березы диаметром 500—600 мм. Можно набирать стул и из отдельных частей, стягивая их железными обручами. Когда нет возможности подобрать необходимый чурбан, то можно использовать металлические или деревянные бочки, внутреннюю поверхность которых набивают песком, глиной, землей, хорошо утрамбовывают, а сверху кладут деревянную прокладку и на нее устанавливают наковальню.
Большое внимание следует уделить установке стула, он должен стоять вертикально и не вибрировать во время работы. Стул закапывают на глубину не менее 0,5 м, а землю вокруг него хорошо утрамбовывают. Верхний торец стула можно закрыть кровельным железом, что предохранит его от обгорания при попадании окалины или горячих обрубков заготовки. Высота стула зависит от роста кузнеца и определяется исходя из того, что плоскость лица наковальни должна быть на высота 600—700 мм от уровня пола, а точнее—доходить да кончиков слегка согнутых пальцев стоящего кузнеца.
При легком ударе по хорошей наковальне раздается высокий, чистый звук, а молоток при ударе отскакивает от нее со звоном.
Для мелких работ кузнецы применяют наковальни небольших размеров и массы или специальные наковальни— «шпераки» (рис. 66, а, б), которые устанавливают 4-гранным хвостовиком в квадратное отверстие в основной наковальне.
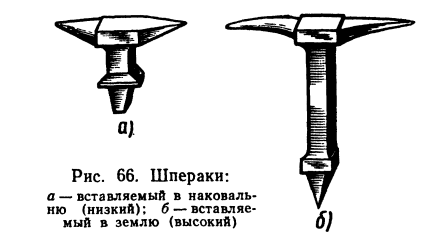
Некоторые шпераки имеют удлиненную вертикальную стойку и вбиваются заостренным концом в деревянный чурбан или в землю. Изготовляют шпераки методом ковки из углеродистой стали 45—50 с последующей закалкой рабочей поверхности до твердости HRC 40—47.
К ударному инструменту относятся молотки — ручники, боевые молоты и кувалды. Ручник — основной инструмент кузнеца, с помощью которого он кует небольшие изделия. Кузнецов, работающих без помощников (молотобойцев), называли «однорукими» и ковали, в этом случае, «в одну руку».
Обычно ручники имеют массу 0,5—2 кг, но часто кузнецы применяют и более тяжелые ручники, массой до 4—5 кг. Ручники (рис. 67, а) имеют разнообразные формы головок.
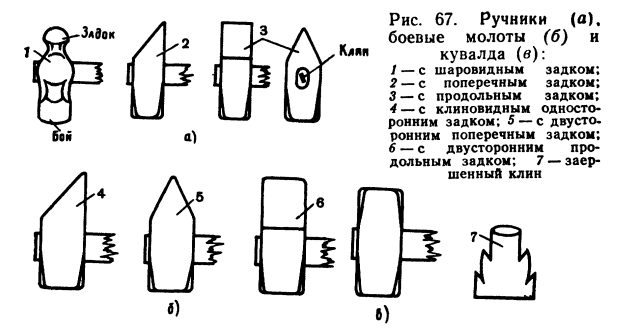
Так, для управления процессом ковки при работе с молотобойцами кузнецы применяют ручники с легкой головкой, у которой задок имеет шарообразную форму. Для ковки изделий кузнецы применяют ручники с тяжелой головкой с клинообразным продольным или поперечным задком. Такая форма головки ручника более универсальна, так как кроме работы бойком кузнецы работают и задком — разгоняя металл. Головки ручников изготовляются ковкой из углеродистых и легированных сталей (стали 45, 50, 40Х), рабочие поверхности (бой и задок) термически обрабатывают до твердости HRC 48—52. Рукоятки делают из тонкослойных пород дерева (граба, клена, кизила, березы, рябины, ясеня) длиной 350—600 мм. Рукоятки должны быть гладкими, без трещин, удобно лежать в руке.
Боевые молоты — тяжелые двуручные молоты массой 10—12 кг. Головки боевых молотов бывают трех типов: с односторонним клиновидным задком (рис. 67, б), с двусторонним продольным или поперечным задком. Нижняя рабочая поверхность головки — бой — предназначена для основной ковки, а верхний клиновидный задок — для разгона металла вдоль или поперек оси заготовки. Материал головки молота — стали 45, 50, 40Х, У7, твердость боя и задка — HRC 48—52 на глубину 20—30 мм. Рукоятка молота изготовляется из тех же пород дерева, что и у ручника, а длина рукоятки подбирается в зависимости от массы головки молота и от роста молотобойца и равна 70—95 см.
Про кузнеца, работающего с одним или двумя молотобойцами, говорят «двурукий» или «трехрукий». Работа с молотобойцами в три руки проводится при сложной ковке крупных изделий.
Кувалда (рис. 67, в) - тяжелый (до 16 кг) молот с плоскими бойками, применяется при тяжелых кузнечных работах, где требуется большая ударная сила.
Все ударные инструменты должны быть максимально надежны, при работе особое внимание уделяется креплению рукоятки с головкой. Форма отверстия в головке молота — «всад», куда вставляется рукоятка, должна быть элипсообразной и иметь уклон 1 : 10 от середины к боковым граням. Это облегчает всаживание рукоятки и обеспечивает надежное ее закрепление после забивки клина. Практикой установлено, что самые надежные металлические «заершенные» клинья (рис. 67, 7), которые входят на глубину, равную 2/3 ширины головки молота, а забивать клин следует наклонно к вертикальной оси, что позволяет распирать древесину в 2-х плоскостях.
При работе боевыми молотами используют три вида удара (рис. 68): легкие, или локтевые (а), средние, или плечевые (удар «с плеча») (б), сильные, или навесные, когда молот описывает в воздухе полный круг (в).
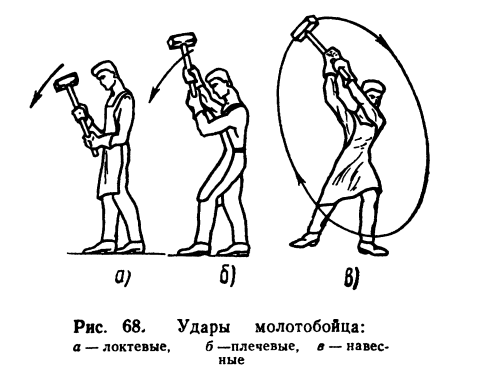
Навесными ударами работают молотобойцы при проковке большой массы металла и при кузнечной сварке массивных частей.
Подкладной инструмент разделяется на три группы: инструмент, устанавливаемый под молот или ручник, инструмент, устанавливаемый на наковальню, и парный инструмент.
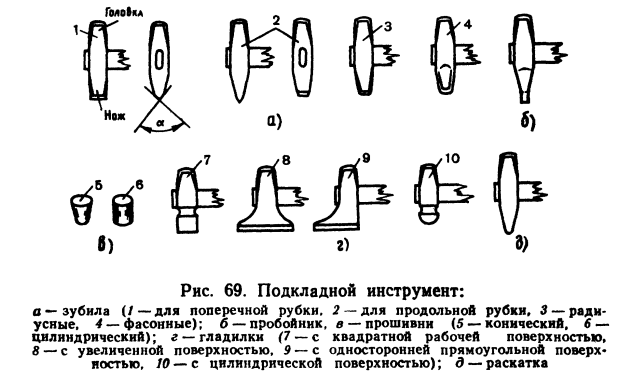
К первой группе относятся: простые и фасонные кузнечные зубила, пробойники (бородки), гладилки (подбойники), раскатки (надавки) (рис. 69, а—д).
Ко второй группе относятся: подсечки, конусные оправки, различные вилки, гвоздильни, приспособления для специальной ковки.
К третьей группе относится парный инструмент: обжимки, подбойки, гвоздильни со шляпочными молотками, специальные штампы для фигурных изделий.
К подкладному инструменту относится и массивная стальная плита размером 300 X 400 мм и высотой 150— 200 мм, по четырем боковым граням которой имеются углубления разнообразной формы и величины: полукруглые, треугольные, четырехугольные и т. п. Эта плита применяется при ковке различных фасонных элементов вместо подкладных штампов. На торцовых поверхностях этой плиты имеются сквозные круглые, квадратные, треугольные и фасонные отверстия различных размеров, которые применяются для пробивки отверстий. Кроме этого в кузницах, в которых изготовляются крупные художественные изделия типа садовых оград, балконных решеток, козырьков подъездов должна быть большая плита — «правило» — толстая (50—200 мм) стальная или чугунная плита размером в плане 1,5x3 м с ровной и гладкой поверхностью. Она устанавливается на специальных металлических козлах в центре помещения.
В этой плите имеются сквозные отверстия для установки штырей, болтов, упорных угольников и различных приспособлений для фасонной гибки профилей, сборки конструкций и других технологических операций. Весь подкладной инструмент первой группы, а также верхний из пары третьей группы имеют деревянные рукоятки из дерева или толстой проволоки. Длина рукояток 500— 600 мм. Следует отметить, что рукоятки подкладного инструмента забивают во всад головки и не расклинивают. Это делают для того, чтобы вибрация и удары не передавались через рукоятку руке кузнеца. Проволочную рукоятку закручивают вокруг головки в горячем состоянии.
Зубило кузнечное (рис. 69, а) предназначено для рубки заготовок в горячем или холодном состоянии.
Головка зубила состоит из трех основных частей: выпуклой поверхности, по которой наносятся удары молотом, средней части с отверстием — всадом для установки рукоятки и ножа — основной части, которая осуществляет разделение металла. Угол заточки ножа для холодной рубки составляет 60°, а для горячей — 30°.
Для изготовления зубила применяются высокоуглеродистые стали У7, У8, легированные—6ХС, а также углеродистые стали 45, 50.
По форме ножа зубила разделяются на три вида: с прямым ножом, с ножом, имеющим кривизну в горизонтальной плоскости, и с ножом, имеющим кривизну в двух плоскостях.
Зубила с прямым ножом бывают для поперечной рубки и продольной, а также с односторонней заточкой ножа и двусторонней. Нож зубила для поперечной рубки расположен параллельно оси рукоятки, а нож зубила для продольной рубки — перпендикулярно к ней.
Односторонняя заточка зубила применяется в том случае, когда требуется получить изделие с прямым торцом, т. е. без уклона, а если допускается уклон или нужно дать фаску, то применяется зубило с двусторонней заточкой.
Зубила с радиусным ножом применяются для вырезки из листового материала различных криволинейных элементов, типа цветов, акантовых листьев и т. п.
Фасонные зубила с двойным радиусом кривизны ножа применяются для вырубки из изогнутых заготовок криволинейных контуров. В зависимости от размеров изделий и вырубаемых рисунков необходимо применять и различные по размерам зубила. Для нанесения различных орнаментов на изделия и «дорожек» на подковах используются зубила с притупленной режущей кромкой.
При работе зубилом под заготовку подкладывают прокладку из железного или медного листа, что предохраняет лицо наковальни от повреждения, а лезвие ножа зубила — от затупления.
Кроме того, отрубать заготовки можно на незакаленной площадке наковальни, около конического рога. Следует иметь в виду, что первые и последние удары по зубилу при рубке заготовок должны быть легкими: вначале, чтобы зубило хорошо врезалось в заготовку, а в конце, чтобы отрубаемая часть не «улетела» и не поранила кого-либо.
Пробойники (рис. 69, б) предназначены для пробивки отверстий и углублений в поковках и листовых заготовках. Головка пробойника состоит из верхней части, по которой наносится удар молотом, средней части с отверстием — всадом для рукоятки и рабочей части — бородка. В зависимости от формы пробиваемых отверстий сечение бородка может быть круглым, овальным, квадратным, прямоугольным и фасонным. Сами бородки делаются конусными, что облегчает выход инструмента из заготовки и дает возможность получать отверстия различных размеров в определенном диапазоне. Для различных размеров отверстий применяются разные по размерам сечения пробойники.
Материал пробойников — стали 40, 45, У7, 6ХС, твердость рабочей части HRC 45—50 на длине 30 мм, а твердость верхней части головки HRC 30—40.
Для пробивки отверстий в более толстых кованых заготовках применяются прошивни и специальные пуансоны, которые отличаются от пробойников тем, что не имеют рукояток и удерживаются клещами (рис. 69, в). Овальные отверстия в головках молотков или кувалд, как отмечалось выше, имеют двустороннюю конусность, которая образуется при пробивке отверстия с помощью овально-конических прошивней. Вначале отверстие продавливают с одной стороны заготовки, а затем ее переворачивают на 180° и прошивают отверстие с другой стороны. Аналогичным образом прошивают овальные цилиндрические отверстия в головках подкладного инструмента — гладилках, пробойниках, раскатках и др.
Из кузнечной практики известно, что для облегчения извлечения прошивня из пробиваемого отверстия в предварительно намеченное углубление подсыпают немного мелкого угля и газы, возникающие при прошивке, способствуют выталкиванию инструмента.
Гладилки (рис. 59, г) предназначены для выравнивания неровностей на поверхности поковки после обработки ее молотом. Гладилки бывают с плоскими и полукруглыми рабочими поверхностями различных размеров и форм. Для выравнивания больших плоскостей применяют гладилки с квадратной рабочей поверхностью размером 100X100 мм, а для выравнивания небольших поверхностей— гладилки с квадратной поверхностью размером 50x50 мм или с прямоугольной поверхностью. Гладилки с цилиндрической поверхностью применяются для выравнивания галтелей и радиусных поверхностей. При этом для различных цилиндрических поверхностей необходимо использовать гладилки соответствующего радиуса. Материал гладилок стали 40, 45, 50. Твердость рабочей поверхности HRC 40—50, а твердость верхней части головки HRC 30—40.
Раскатки (надавки) (рис. 69, д) предназначены для ускорения раздачи металла вдоль или поперек оси, а также для выбивания цилиндрических пазов на заготовках.
Подкладной инструмент второй группы (рис. 70) имеет хвостовик квадратного сечения, который вставляется в соответствующее гнездо основной наковальни.
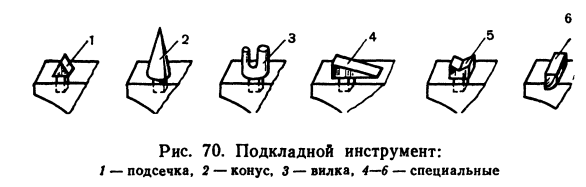
Подсечки предназначены для рубки заготовок или отрубки ее частей при помощи ручника. Кузнец накладывает заготовку на лезвие подсечки и, ударяя по ней ручником, отрубает необходимую часть. При этом следует помнить, что рубку заготовки нельзя доводить до конца, чтобы не испортить лезвие подсечки. Поэтому проводят глубокую подрубку заготовки, окончательное отделение части заготовки производят на краю наковальни легким ударом ручника. Материал подсечки — сталь 50, с твердостью рабочей поверхности HRC 50—55, с глубиной закалки 30—35 мм. Угол заточки лезвия 60°.
Конусные оправки предназначены для расширения отверстий в поковке, раздачи колец и выполнения гибочных операций.
Вилки предназначены для гибки и завивки заготовок. Кроме того, к подкладным инструментам второй группы относятся различные оправки для ковки уклонов, гибки и кузнечной сварки звеньев цепи.
Парный подкладной инструмент третьей группы предназначен для повышения производительности труда кузнецов и улучшения форм поковки. Инструмент состоит из нижнего инструмента (рис. 71, а—в) (нижняка), который хвостовиком квадратного сечения вставляется в квадратное отверстие основной наковальни, и верхней части (верхняка), имеющей рукоятку для держания.
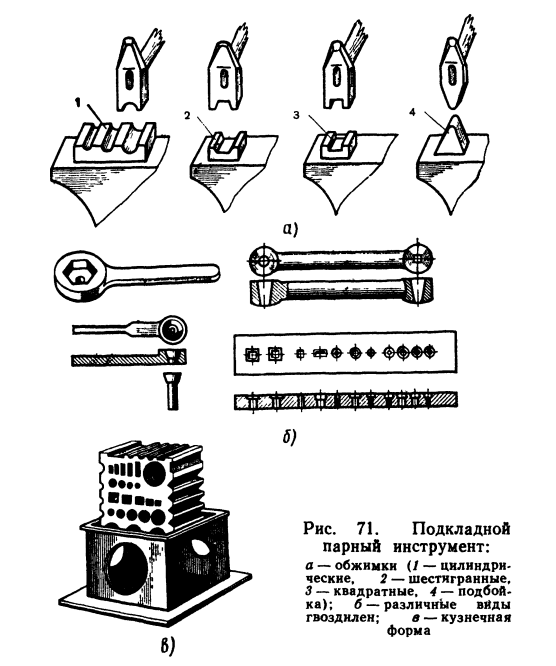
К этой группе относятся обжимки, предназначенные для предания предварительно откованной заготовке правильной цилиндрической, прямоугольной или многогранной формы, и подбойки, предназначенные для продольной или поперечной раздачи металла. В зависимости от назначения используются подбойки с различными радиусами рабочей части (8—30 мм). Для специальных художественных работ применяются обжимки — штампы со сложными формами типа листьев, пик, розеток и т. п.
Материал обжимок и подбоек — стали 45, 50, У7. Твердость рабочих частей HRC 45—50, а верхней ударяемой части HRC 30—40.
К этой же группе можно отнести гвоздильню (рис. 71, б) со шляпочными молотками. Гвоздильня представляет собой отдельную форму с рукояткой или плиту со специальными отверстиями и предназначена для высадки головок различной формы гвоздей, болтов и заклепок.
Для придания головке гвоздя, болта или заклепки необходимой правильной формы (сферы, призмы, квадрата, шестигранника и т. п.) применяются шляпочные молотки.
Гвоздильни изготовляют ковкой из сталей 45, У7, У7А и термообрабатывают на твердость HRC 45—50.
К захватывающим инструментам относятся клещи различных видов (рис. 72), которые предназначены для вынимания нагретых заготовок из горна и удерживания их во время ковки.
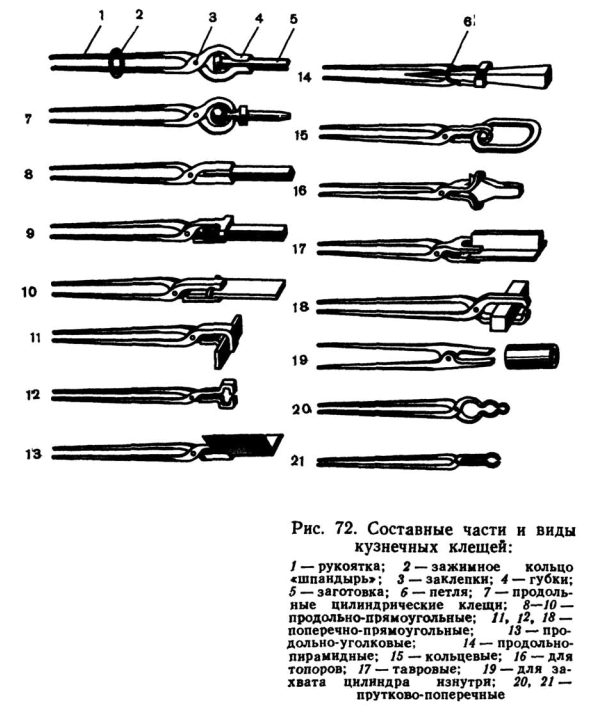
Клещи состоят из двух клещевин, соединенных между собой заклепкой. Передняя головная часть клещей с губками предназначена для захвата заготовок; задняя—является рукояткой. По форме губок клещи делятся на продольные, поперечные, продольно-поперечные и специальные. Для облегчения труда кузнеца кузнечные клещи должны быть легкими с пружинящими рукоятками, а для надежного удержания поковок во время работы рукоятки клещей стягиваются специальным кольцом — шпандырем.
Длина кузнечных клещей составляет 300—1500 мм, материал — стали 15, 20, 25.
Если имеющиеся клещи плотно не захватывают заготовку, необходимо подогнать форму губок. Для этого губки клещей нагревают в горне и, зажав ими заготовку, обжимают их.
Правильно подобранные клещи значительно повышают производительность труда и снижают травматизм. Поэтому у кузнецов ручной ковки всегда большой набор различных клещей.
К зажимным инструментам относятся стуловые тиски и различные струбцины (рис. 73), которые предназначены для зажима нагретых и холодных заготовок перед гибкой, осадкой, высадкой и другими операциями.
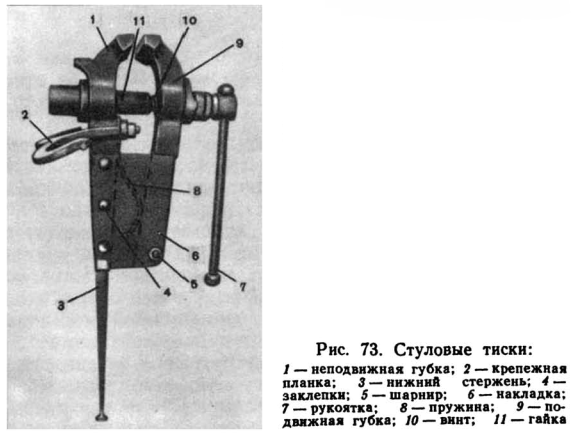
Стуловые тиски состоят из неподвижной массивной губки 1, к которой прикреплены крепежная планка 2 и нижний стержень 3. Подвижная губка 9, соединенная шарниром 5 с неподвижной губкой, отводится назад пружиной 8, а зажим заготовок осуществляется рукояткой 7. Для направления подвижной губки имеются две накладки 6, жестко соединенные с неподвижной губкой.
Крепятся стуловые тиски мощными шурупами, болтами или заклепками на основной опоре слесарного верстака или на отдельном стуле — массивном бревне, хорошо закрепленном в полу кузницы. Верхний уровень губок находится на высоте 900—1000 мм от уровня пола. Для большей жесткости нижний стержень 3 крепится к стойке или стулу.
Губки стуловых тисков отливаются из сталей 35Л, 45Л или отковываются из сталей 20, 25.
Контрольно-мерительный инструмент (рис. 74) предназначен для измерения заготовок и поковок как в процессе ковки, так и после окончательной обработки и охлаждения.
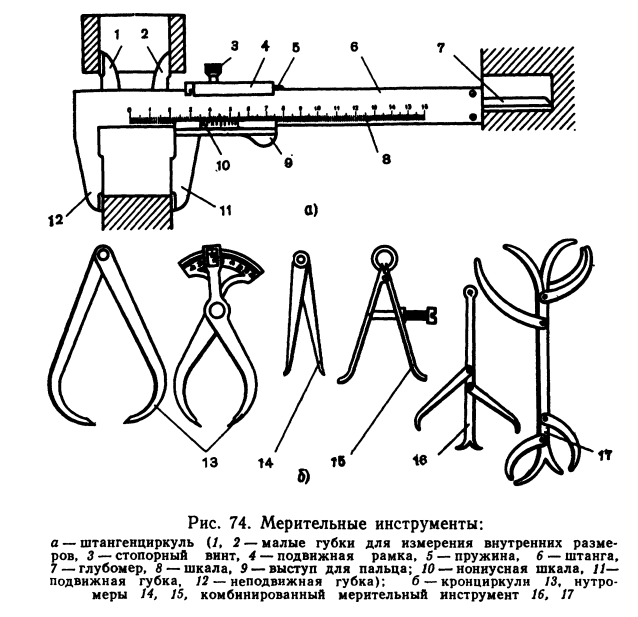
Весь контрольно-мерительный инструмент можно разделить на универсальный и специальный кузнечный инструмент.
К универсальному мерительному инструменту относятся:
стальная линейка — предназначена для измерения линейных размеров. В зависимости от измеряемой длины применяются линейки длиной 250, 500 и 1000 мм;
стальной металлический метр — применяется для тех же целей, что и линейка, но для компактности он состоит из отдельных звеньев, соединенных шарнирно. Точность измерения линейкой и метром до 0,5 мм;
штангенциркуль (а) — предназначен для измерения линейных размеров (наружных и внутренних), в том числе и диаметров заготовок и поковок при помощи больших и малых губок, а также глубиномером 7. Точность измерения штангенциркулем составляет 0,1 мм. Десятые доли миллиметра определяются при помощи шкалы нониуса;
угольники и угломеры — предназначены для измерения или контроля угловых размеров. Наиболее широко в кузнечном деле применяются угольники с постоянными углами, равными 90, 60 и 30°.
При точных работах и особенно при слесарных доработках используют универсальный угломер.
Кронциркулями и нутромерами (б) измеряют наружные и внутренние линейные размеры и диаметры заготовок и поковок. Некоторые типы кронциркулей и нутромеров оснащены измерительными шкалами, а большинство применяются для измерения размеров поковки во время ковки путем предварительной настройки по линейке на определенные размеры. Для большей точности определения размеров и надежности в работе на нутромерах, а иногда и на кронциркулях устанавливаются регулировочные винты.
Для большей универсальности и повышения производительности труда кронциркули делаются двойными, тройными или многоразмерными 16, 17.
К специальному кузнечному мерительному инструменту (рис. 75) следует отнести усадочный шаблон, предназначенный для измерения нагретых заготовок в процессе ковки.
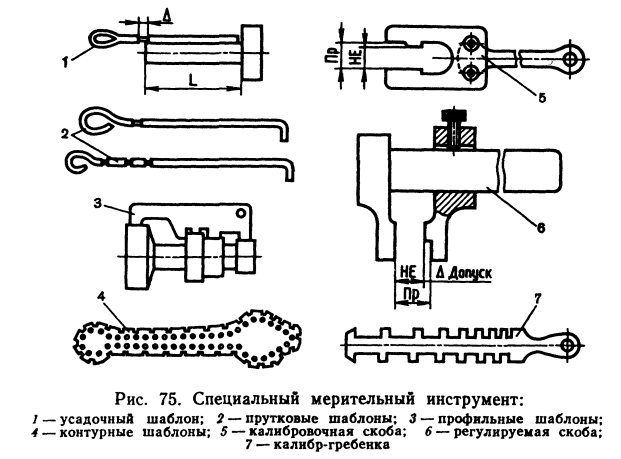
Шаблон имеет шкалу, по которой учитывают усадку металла при охлаждении. Цена деления между соседними рисками не 1 мм, а 1,01—1,015 мм. По этому шаблону устанавливают кронциркули, нутромеры и прутковые шаблоны для измерения и контроля нагретых заготовок и поковок.
Кузнечные шаблоны и калибры применяются для контроля размеров путем наложения на поковку или заготовку во время и после окончания ковки. Шаблоны обычно изготовляются из прутков и листов сталей 30, 40Х.
Вспомогательный кузнечный инструмент (рис. 76) предназначен для ухода за горном.
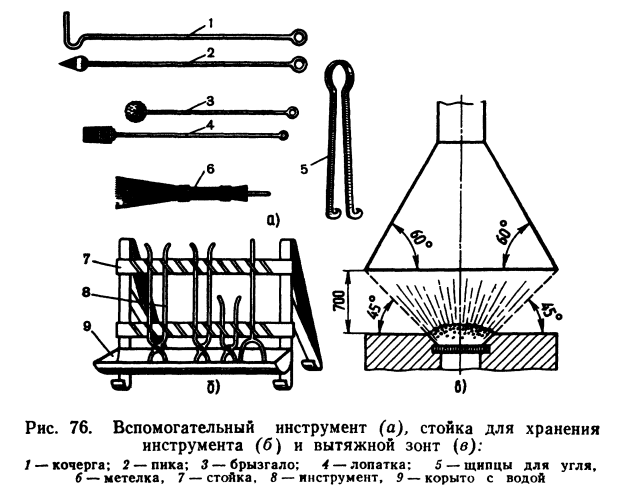
Угольная лопатка используется для подсыпания угля в горн и очистки от шлака и других продуктов горения горнового очага. Совочек лопатки делается из листового металла (СтЗ), а рукоятка из прутка диаметром 12—16 мм.
Кочерга применяется для подгребания угля к очагу во время горения и очистки гнезда от шлака. Изготовляется она из пруткового материала диаметром 12—16 мм, а конец ее расковывается до ширины 20—40 мм.
Пика применяется для пробивки спекшегося слоя угля.
Метелка предназначена для очистки горна от мелкой угольной и шлаковой пыли и мусора. В качестве основы метелки применяется стальная проволока.
Брызгало предназначено для смачивания угля при спекании купола (шапки) над очагом. Для изготовления брызгала используется пруток диаметром 10—15 мм. С одной стороны делается рукоятка, а с другой — ушко, в которое вставляется пакля, мочало или пук соломы.
Щипцы применяются для укладки в горн крупных кусков угля и извлечения спекшегося шлака. Однако для этой цели кузнецы часто пользуются своими кузнечными щипцами.
Длина рукояток вспомогательного кузнечного инструмента обычно составляет 500—900 мм и зависит от размеров стола горна, расположения в нем очага и других параметров.
Необходимо отметить, что весь инструмент должен быть разложен на специальном столе в непосредственной близости от рабочего места кузнеца. Высота стола обычно составляет 500—600 мм от уровня пола.
Кроме основного и вспомогательного инструмента в кузнице всегда размещаются ящик для сухого песка, емкости для воды, ларь для угля, стеллажи для хранения инструмента и металла, верстак для слесарной обработки изделий и т. п.
Дата добавления: 2022-01-31; просмотров: 1179;